
Основные стандартные параметры цилиндров:
![]() , м: 0,045; 0,050; 0,065; 0,075; 0,090; 0,105; 0,120; 0,150; 0,165; 0,175; 0,200; 0,225; 0,250; 0,300; 0,350; 0,400; 0,500;
, м: 0,045; 0,050; 0,065; 0,075; 0,090; 0,105; 0,120; 0,150; 0,165; 0,175; 0,200; 0,225; 0,250; 0,300; 0,350; 0,400; 0,500;
![]() ,м (
,м (![]()
![]() : 0,004; 0,005; 0,006; 0,008; 0,01; 0,012; 0,016; 0,020; 0,025; 0,032; 0,040; 0,050; 0,063; 0,080; 0,1; 0,125; 0,160; 0,200; 0,320.
: 0,004; 0,005; 0,006; 0,008; 0,01; 0,012; 0,016; 0,020; 0,025; 0,032; 0,040; 0,050; 0,063; 0,080; 0,1; 0,125; 0,160; 0,200; 0,320.
Ход поршня ![]() принимается конструктивно в зависимости от характера выполняемой работы (для поворотных устройств
принимается конструктивно в зависимости от характера выполняемой работы (для поворотных устройств ![]() , где
, где ![]() угол поворота).
угол поворота).
В табл. 19 приняты следующие обозначения:
![]() - внутренний диаметр цилиндра (главный параметр), м;
- внутренний диаметр цилиндра (главный параметр), м;
![]() - диаметр штока, м;
- диаметр штока, м;
![]() - рабочее давление сжатого воздуха или жидкости (для пневмоприводов
- рабочее давление сжатого воздуха или жидкости (для пневмоприводов ![]() , Н/м2; для гидроприводов
, Н/м2; для гидроприводов ![]() Н/м2);
Н/м2);
![]() - противодавление в выхлопной или сливной камере (для пневмоприводов
- противодавление в выхлопной или сливной камере (для пневмоприводов ![]() =0,3
=0,3 ![]() ; для гидроприводов
; для гидроприводов ![]() =0,1
=0,1 ![]() );
);
![]() - коэффициент, учитывающий трение в уплотнительных устройствах (0,8…0,9);
- коэффициент, учитывающий трение в уплотнительных устройствах (0,8…0,9);
![]() - коэффициент, учитывающий инерционные силы (1,1…1,3);
- коэффициент, учитывающий инерционные силы (1,1…1,3);
![]() - плотность стали, кг/м3;
- плотность стали, кг/м3;
![]() - ход поршня, м;
- ход поршня, м;
![]() - коэффициент запаса прочности (1,1…1,3);
- коэффициент запаса прочности (1,1…1,3);
![]() - допускаемые напряжения (для углеродистых сталей (1000…1200).105, Н/м2; для легированных сталей (1100…4000).105Н/м2);
- допускаемые напряжения (для углеродистых сталей (1000…1200).105, Н/м2; для легированных сталей (1100…4000).105Н/м2);
![]() - коэффициент расхода через отверстие (0,4…0,9);
- коэффициент расхода через отверстие (0,4…0,9);
![]() - плотность масла (800…950) кг/м3;
- плотность масла (800…950) кг/м3;
![]() - технологическое усилие (усилие полезной работы), Н.
- технологическое усилие (усилие полезной работы), Н.
Алгоритм расчета:
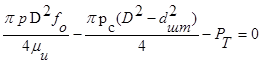
1. Подбираем внутренний диаметр ![]() цилиндра и диаметр штока
цилиндра и диаметр штока ![]() методом итераций из условия равновесия поршня, задаваясь их стандартными значениями:
методом итераций из условия равновесия поршня, задаваясь их стандартными значениями:
 ;D=0,3; dшт=0,125
;D=0,3; dшт=0,125
Определяем:
2. Толщину стенки днища (крышки) цилиндра, м
 =
=![]()
![]() =0,008
=0,008
3. Наружный диаметр цилиндра, м
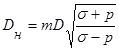 =1,1*0,3
=1,1*0,3![]() =0,33
=0,33
4. Длину корпуса цилиндра (принимаем высоту поршня ![]() , м=0,225
, м=0,225
Развлекательный сервис на борту
Для того чтобы привлечь на свои рейсы как можно больше пассажиров, многие международные авиакомпании предлагают своим клиентам мероприятия развлекательного характера, а также ряд услуг по поддержанию хорошего настроения во время полета. Так, ряд авиаперевозчиков пассажирам бизнес-класса предлагают ...
Расчет количества постов ТО
Первое и второе техническое обслуживание будут производиться на индивидуальных специализированных постах. Количество постов ТО-1 и ТО-2 определяется по формуле: (36) где - годовой объем работ по видам ТО, чел.-ч. ...
Расчет затрат на запасные части и материалы
Затраты на запасные части и материалы в год определяются по формуле: Сзчм = * Ку * Ки Где Нзчм-норма расхода запасных частей и материалов в руб. на 1000 км. (2325 руб.) Ку – коэффициент условий эксплуатации автомобиля, КУ = 1,25 Ки – коэффициент инфляции. Принимаем 1,12. Сзчм = * 1,25 * 1,12 = 1630 ...


