
Величину суммарного значения пространственных отклонений определяем по формуле:
![]() (2.15)
(2.15)
где ρкор - величина погрешности коробления; ρсм- погрешность смятия детали.
Величина погрешности коробления рассчитывается по формуле:
![]() (2.16)
(2.16)
Где, d,1 - соответственно диаметр и длина обрабатываемого отверстия, мм
Δк - удельная кривизна детали, мкм/мм длины
Δк = 0,6 по [9, табл.32, стр.72]
![]()
рсм = 0,8 по [9, табл.34, стр.73].
Подставим численные значения в формулу (2.15)
![]()
Для следующего перехода вычисляем остаточное пространственное отклонение по формуле:
![]() (2.17)
(2.17)
где kу — коэффициент уточнения формы kу = 0,8
Подставим полученные значения в формулу (2.17), получим
![]()
Полученные данные заносим в таблицу. Рассчитаем погрешности установки
![]() (2.18)
(2.18)
где ![]() - погрешность базирования, мкм;
- погрешность базирования, мкм; ![]() - погрешность закрепления, мкм. Погрешность базирования
- погрешность закрепления, мкм. Погрешность базирования ![]() = 0 по [9, стр.76, табл.36]
= 0 по [9, стр.76, табл.36] ![]() =80 по [9, табл.40, стр.82]. Подставив численные значения в формулу (2.18), получим
=80 по [9, табл.40, стр.82]. Подставив численные значения в формулу (2.18), получим
![]()
На основании записанных в таблице данных производим расчет минимальных значений межоперационных припусков
![]() (2.19)
(2.19)
где Rz, Т- показатели, характеризующие качество поверхности, мкм
ρ - величина суммарного значения пространственного отклонения, мкм
ε - величина погрешности установки, мкм
Подставим численные значения в формулу (2.19)
![]()
Тогда расчетный размер имеет следующие значения
dраст.дет=82,50-0,96=81,54
Отсюда
![]() (2.20)
(2.20)
Где δ- допуск соответствующего перехода
dmin раст=81,70-0,4=81,30
Минимальные предельные значения припусков 2zпрmin равны разности наибольших предельных размеров выполняемого и предшествующего переходов, а максимальные значения 2zпртах - соответственно разности наименьших предельных размеров. Тогда в нашем случае для растачивания получим
2zпрmin=82,8-82,2=600
2zпртах82,57-81,30=1270
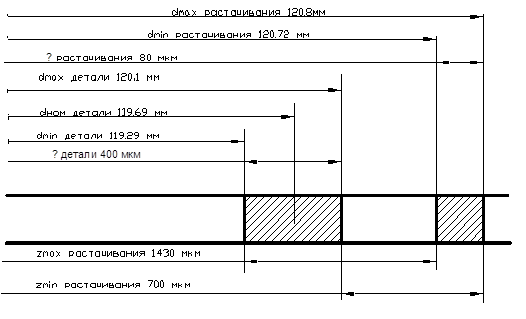
Рис. 2.3.– схема расположения припусков и допусков на растачивание отверстия D=82,20
2) Расчет припусков на доводочные операции
Таблица 2.2 – Сводная таблица припусков на доводку
|
Технологические переходы обработки отверстия |
Элементы припуска, мкм |
Расчетный припуск 2zmin |
Расчетный размер dp, мм | |||
|
Rz |
T |
ρ |
ε | |||
|
деталь |
50 |
50 |
130,84 |
80 |
-- |
81,30 |
|
Черновое хонингование |
10 |
20 |
19,6 |
12 |
2*238 | |
|
Чистовое хонингование |
5 |
15 |
6,5 |
4 |
2*54 | |
Сезонное техническое обслуживание
автомобиля
Сезонное техническое обслуживание (СО) производится 2 раза в год и предназначено для подготовки подвижного состава к эксплуатации в холодное и теплое время года. Отдельно планируемое СО рекомендуется проводить для подвижного состава, работающего в зоне холодного климата. Для остальных климатических ...
Расчет площади проектируемого подразделения
Для расчета площади проектируемого участка используется формула: (43) где - суммарная площадь горизонтальных проекции оборудования, размещенного вне территории, занятой постами, м2; - коэффициент плотности расстановки постов и оборудования. Значение зависит от габаритов и расположения оборудования. ...
Расчет эксплуатационной производительности ПРМ
Эксплуатационная производительность машин устанавливается в конкретных условиях эксплуатации. При ее определении учитывают использование машины по времени и использование грузоподъемности в зависимости от вида груза и его объемной массы. Эксплуатационная производительность необходима для составлени ...


