
При проектировании машины конструктор определяет точность изготовления ее деталей, узлов, а также точность их взаимного расположения. В связи с этим в процессе обработки деталь должна занимать вполне определенное положение относительно узлов станка, инструмента и приспособления. Выбирают это положение на основе теории базирования.
Базированием называют придание заготовке или изделию требуемого положения относительно выбранной системы координат.
Механическая обработка заготовки обычно производится за несколько установов с использованием различных технологических баз. Заготовку будущей детали, как правило, изготавливают в цехах. Поэтому, в самом начале разработки технологического процесса, технолог имеет дело с необработанными заготовками. Из этих поверхностей он должен выбрать технологические базы для первой операции. Первоначальные базы должны отвечать общим требованиям, которые предъявляют и к технологическим базам. После выполнения первой операции необходимо установить технологические базы для последующей обработки заготовки.
Такими базами будут уже обработанные поверхности. Они должны обеспечить обработку исполнительных поверхностей, конструкторских основных и вспомогательных баз с необходимыми параметрами шероховатости, с заданными допустимыми отклонениями размеров, геометрической формы и взаимного расположения поверхностей. Они должны также обеспечить надежное закрепление заготовки, такое чтобы исключить упругое деформирование различных ее поверхностей и погрешности установки были минимальны.
В процессе разработки технологических процессов, решая вопросы выбора баз, следует стремиться к соблюдению принципов совмещения баз и постоянства баз.
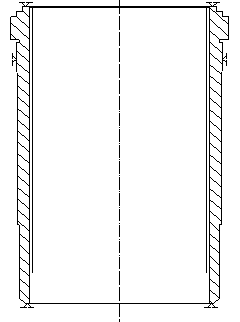
Рисунок 3 - Схема базирования гильзы
В данном случае гильза цилиндра закрепляется в приспособлении для растачивания и вынимается из него только после окончательной доводки (чистового хонингования). На корпусе гильзы имеются верхний и нижний установочный пояски, служащие для надежной посадки гильзы в блоке. Они и будут являться базирующими поверхностями, после того как подвергнутся замерам и, в случае необходимости, будут восстановлены
Расчет общей трудоемкости работ ремонтных рабочих
Трудоемкость работ ремонтных рабочих рассчитываем по формуле: Т = Тео + Тто1 + Тто2 + Ттр + Тд=183+36,4+40,37+317,47+31,75=608,99 Где Тео = АДр * Нео=305*0,60=183 (Нео – норма трудоемкости ежедневного осмотра для автомобиля, чел-час. – 0,60 для автомобиля ЗИЛ-4331.) Тто1 = Nто1 * Нто1=10,4*3,5=36,4 ...
Условия выполнения заданной операции, анализ опасностей и вредностей
производства
Условия выполнения заданных операций. При автоматизации объектов вагоноремонтного производства чаще всего автоматизируют операции очистки, обмывки, сварки, наплавки, механической обработки, транспортировки, окраски и др. Поэтому при анализе таких операций необходимо учитывать наличие вредностей и о ...
Трещины в мастике, крышках и стенках бака
Возникают вследствие старения мастики, а также из-за вибрации аккумуляторной батареи при неполном ее креплении в гнезде. Трещины в мастике и крышках аккумуляторов и неполное прилегание пробок заливочных отверстий вызывают выплескивание электролита на поверхность крышек. Электролит замыкает выводы, ...


