
Дистанцию напыления задают в зависимости от материала, размеров и форм детали, материала и необходимой толщины покрытия и изменяют от 50 до 200 мм.
Необходимую толщину покрытий получают многократным повторением циклов стрельбы. Смещение детали между двумя циклами не должно превышать 0,5 диаметра створа.
Объект восстановления - гильза цилиндра автомобильного двигателя ВАЗ-2123. Способы восстановления индукционной наплавкой, постановкой свертной втулки, хромированием, термопластическим деформированием отвергаются из-за высокой стоимости и трудозатрат. Восстановление посредством обработки под ремонтный размер невозможно, так как износ превысил значение последнего РР. Поэтому восстанавливаем гильзу детонационным напылением.
Выпрессовываем гильзу из блока с помощью специального съемника. После выемки гильз посадочные поверхности и поверхности уплотнения тщательно очищаются от накипи, нагара и коррозии. Вынутая гильза после мойки и очистки подвергается дефектовке. После дефектовки принимается решение: восстанавливать ли данную деталь или отбраковать и заменить ее. С помощью индикаторного нутромера замеряется диаметр отверстия в поясах I, II, III и во взаимно перпендикулярных плоскостях АА и ББ (рис. 2.1).
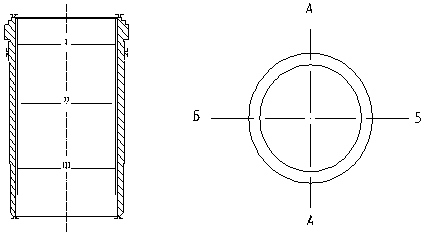
Рисунок 3 – Замер диаметра гильзы
Данная гильза имеет номинальный диаметр 82,00,максимально допустимы размер диаметра 82,20. Диаметр данной гильзы больше чем 82,20 поэтому восстанавливать ее будем детонационным напылением.
После измерения гильза подвергается расточке. Для этого она закрепляется в специальном приспособлении, в котором она базируется посадочными поясками, и устанавливается на столе координатно-расточного станка. Выбирается резец, оснастка и по заданным режимам производится расточка гильзы. Глубина растачивания определяется конструктивными параметрами гильзы и ходом поршня.
Гильзы с напыленной внутренней поверхностью подвергаются черновому и чистовому хонингованию.
Также необходимо устранить дефекты блока цилиндров. При наличии трещин системы охлаждения или самого блока и невозможности его выбраковки, применяют уплотняющие вставки для заделки трещин. При наличие трещин в перемычках, местах установки шпилек, изломах гнезд втулок распределительных валов, пробоев и трещин, разрушающих маслопроводящие магистрали, блоки, как правило, выбраковывают. При необходимости такие блоки могут быть восстановлены с помощью сварки, отремонтированные блоки обязательно подвергаются гидравлическому испытанию водой под давлением 3-4 атмосферы.
Сорванная резьба в отверстиях под шпильки и болты восстанавливается постановкой ввертышей. При этом отверстия с изношенной резьбой рассверливают и в них нарезают резьбу. После такой подготовки в отверстие ввертывают ввертыш с нормальной резьбой.
При нарушении плоскостности или при короблении привалочные поверхности шабрят по плите. При этом на поверхность плиты тонким слоем наносят краску и плиту без нажима передвигают по проверяемой поверхности блока. Участки, на которых осталась краска, шабрят. Неплоскостность и коробление привалочных поверхностей не должны превышать 0,15 мм. Также эти дефекты можно устранить передвижением по ремонтируемой поверхности абразивного круга большого диаметра, который укладывают на пористую верхность боковой стороной, или шлифованием торцовой поверхностью вращающегося абразивного круга. Еще этот дефект устраняют фрезерованием поверхности блока торцевыми фрезами. Особенность фрезерования в том, что в отличие от других видов обработки, где режущий инструмент находится в постоянном контакте с обрабатываемой поверхностью до окончания резания, фреза - многолезвийный инструмент и воздействует на поверхность прерывисто, только в течении некоторой части оборота до следующего врезания.
Расчёт энергосредства на устойчивость
Рассчитаем продольную устойчивость энергосредства. Из условия равновесия энергосредства относительно возможной оси опрокидывания О2 имеем: где rк – радиус ведущего колеса. Из расчётов rк = 102 см; rn – радиус ведомых колёс. Принимаем rn = rк на основании пункта 2
. Отсюда: Данное числовое значение ...
Выбор и обоснование типа станции
Тип участковой станции определяется взаимным размещением основных приёмоотправочных и сортировочных парков. Прежде чем приступить к проектированию плана участковой станции, выбираем её принципиальную схему. Рассматриваем схемы продольного и полупродольного типов. Если площадка станции не имеет суще ...
Диаграмма статической остойчивости после повреждения
Рис. 10 1. В результате повреждения посадка, запас плавучести и остойчивость судна удовлетворяют требованиям «Правил». 2. Экипажу выполнить общие требования по борьбе за непотопляемость. Случай затопления № 6 Район затопления: отсек №1 (Форпик) Водоизмещение: Cудно в полном грузу, с учетом кренящег ...


