
Центр давления штампа. Ось равнодействующей усилий штамповки должна совпадать с осью хвостовика штампа. Иначе возникнут перекос штампа, неравномерность зазоров между матрицами и пуансонами, износ направляющих пресса и даже поломка штампа. Центр давления находят из равенства момента равнодействующей моменту усилий штамповки относительно одной и той же оси.
Выполним расчет центра давления штампа:
хЦД = Σ(хi∙Si) / ΣSi,(5.3)
yЦД = Σ(yi∙Si) / ΣSi,(5.4)
где xi – координата i-го контура элемента по оси x;
yi – координата i-го контура элемента по оси y;
Si – площадь i-го элемента.
Расчет центра давления штампа выполним и представим в табл. 5.1 (рис.5.6).
Табл.5.1
|
№ контура |
x |
y |
S |
|
1 |
14 |
25,5 |
86 |
|
2 |
14 |
16,5 |
52 |
|
3 |
14 |
10,5 |
74 |
|
4 |
3 |
3 |
24 |
|
5 |
25 |
3 |
24 |
|
6 |
6,77 |
4 |
16,42 |
|
7 |
21,23 |
4 |
16,42 |
|
8 |
44 |
25 |
12,57 |
|
9 |
38 |
12 |
15,71 |
|
10 |
50 |
12 |
15,71 |
|
центр давления |
230 |
115,5 |
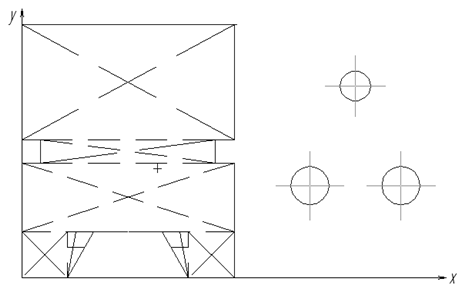
Рис. 5.6. Определение центра давления штампа
Форма матрицы определяется формой и размерами штампуемой детали. Наименьшие габаритные размеры матрицы зависят от размеров рабочей зоны: 70 х 40 –не менее 125 х80мм.
Определим толщину матрицы:
Hм=S+Км![]() +7,
+7,
где S – толщина штампуемого материала;
![]() - размеры рабочей зоны матрицы;
- размеры рабочей зоны матрицы;
Км – коэффициент, Км =0.6,
Hм=4+0.6![]() +7=14.89 мм.
+7=14.89 мм.
Проверим, достаточной ли толщины матрица:
Нм=![]() мм.
мм.
Необходимая толщина матрицы Hм=20мм.
Расстояние осей болтовых отверстий от наружного контура (или рабочего) матрицы 10мм.
Расстояние от оси винта до оси штифта не менее 16мм.
Выбираем винты М8 и штифты D8мм
Конструирование штампа.
Подача полосы – справа налево по направляющим линейкам.
Фиксация заготовок – на первом этапе по временному упору, затем на каждом рабочем ходу фиксация по постоянному упору. Взаимное расположение внутренних и внешнего контуров детали обеспечивается ловителями.
Способ съема деталей и удаления отходов – используем штамповку "на провал", когда отход и готовые детали (отдельно друг от друга) после пробивки-вырубки проваливаются в заранее приготовленные контейнеры.
Обычно штамп состоит из следующих основных деталей: верхней плиты, нижней плиты, пуансонов, матрицы, направляющих втулок и колонок, пуансонодержателя, съемника и хвостовика. Кроме этого, в штампе имеются крепежные детали, а также детали, предназначенные для направления и фиксации заготовки, съема детали или отхода.
К плитам крепятся рабочие части штампа, через плиты передается усилие пресса, на них монтируются направляющие и другие устройства. Комплект из верхней и нижней плит с направляющими устройствами называется блоком, без направляющих устройств – пакетом. Формы и размеры плит определяются отраслевыми нормалями. При одинаковых размерах плит в плане нормали предусматривают плиты разной толщины.
План развития полигона до 2015 года
Таблица 1.3 – План развития полигона до 2015 года Наименование мероприятия Сроки выполнения Ответственный Отметка о выполнении Капитальный ремонт комнаты мастеров 15 августа 2006г Ерисов А Ф Матов А А Выполнено Наименование мероприятия Сроки выполнения Ответственный Отметка о выполнении Штукатурка ...
Выбор крюковой подвески
Используя приложение 1 [1], выбираю крюковую подвеску: ГОСТ 24.191.08-81 Типоразмер по стандарту 1-5-406, , , , , , В=138мм, , , , , , , , масса 47,8кг, , режим работы Т, диаметр каната . Рис. 1.2 Крюковая подвеска ...
Гидросамолёт
Первый гидросамолёт был построен в марте 1910 французским инженером Анри Фабром. Он получил имя Le Canard ('утка'), он взлетел с воды и пролетел 800 метров во время первого рейса 28 марта 1910. Эти эксперименты были поддержаны пионерами авиации Габриэлем и Шарлем Вуазенами, которые приобрели нескол ...


