
Для разработки техпроцесса изготовления детали нужно выбрать схему штамповки, т.е. последовательность выполнения операций и схему штампа. Операции в соответстии с технологическим процессом изготовления детали:
0050104 Раскрой104.60101.00001;ПИ№76-16;ИОТ№137-89
Ножницы Н-475Резчик
0102105/2109 Пробивка/Вырубка104.60121.00002;ПИ№72-13;ИОТ№136-85
ПрессКД326Штамп(чертеж№104.КП.142.09.00.СБ)
0152156 Правка104.60121.00003;ПИ№78-31;ИОТ№253-81
Станок-автомат ТЛ-6Оператор
0200120 Галтовка104.60101.00004;ИОТ№135-77
Барабан галтовочный Оператор
Технологический процесс Пробивка/Вырубка:
1.Установить полосу в штамп по временному упору;
2. Пробить отверстия и вырубить заготовку по наружному контуру;
3.Продвинуть полосу до постоянного упора;
4.Контроль исполнения;
5.Пробить отверстия и вырубить заготовку по наружному контуру;
6.Продвинуть полосу на шаг до постоянного упора;
7.Повторить переход 5-6 до конца полосы;
8.Снять отход полосы со штампа и отложить;
9.Контроль исполителем внешнего вида детали.
5.1.6 Разработка технологической схемы штампа, расчет потребных усилий
Выбор схемы штамповки:
Штамповку детали можно осуществить двумя способами:
1) раздельной штамповкой на нескольких штампах, на каждом из которых выполняется только одна операция;
2) комбинированной штамповкой, когда в одном и том же штампе выполняется несколько операций. При выборе схемы штамповки особую роль необходимо уделить вопросу экономичности производства. Для данной детали целесообразно выбрать штамп совмещенного действия, при этом совмещаются операции вырубки/пробивки, трудоемкость значительно снижается, и повышается точность относительного расположения поверхностей D94 и пазов. По роду выполняемой операции в штампе производиться вырубка и пробивка. По способу воздействию на заготовку – последовательного действия. Схема штамповки представлена на рисунке5.5.
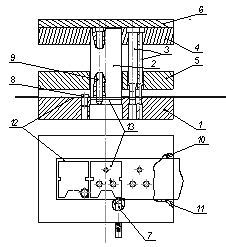
Рис. 5.5 Схема штамповки: 1 – матрица; 2 – вырубной пуансон; 3 – пробивной пуансон; 4 – пуансонодержатель; 5 – съемник; 6 – прокладка верхняя; 7 – упор временный; 8 – упор постоянный; 9 – ловитель; 10 и 11 – планки направляющие; 12 – полоса; 13 – деталь.
Усилие Pвп вырубки по контуру или пробивки отверстия, если заготовка или отход свободно проваливается в отверстие матрицы, определяют так:
Pвп = k∙σср∙L∙s;(5.2)
где k – коэффициент, учитывающий неравномерность толщины материала, его механических свойств, затупление режущих кромок и т.д. (k = 1,1…1,3);
σср – сопротивление срезу;
L – суммарный периметр детали, т.е. периметр контура и отверстий;
L = Lк + 2 ∙Lотв1 +∙Lотв2 = 138,95+2*15,7+12,56=182,91 мм;
s – толщина материала; k = 1,1;
σср = 0,7∙σВ = 0,7∙170 = 119 МПа;
s = 1,5 мм.
Тогда усилие вырубки-пробивки равно
Pвп = 1,1∙119∙182,91∙1,5 = 35914,4 Н.
Кроме этого в штампе действуют так же усилие проталкивания Рпр и снятия Рсн, которые определяются так:
Противопожарные
мероприятия
Борьба с пожарами и их предупреждение могут быть эффективны только в том случае, если противопожарные правила могут выполняться всем персоналом хозяйства. Задача противопожарной службы заключается в том, чтобы размещение оборудования, организация технологического процесса и труда были выполнены стр ...
Сборка вторичного вала КП КаМАЗ
Рис.5 Сборка вторичного вала КП 1. Зажмите вторичный вал (1) со стороны первичного вала. 2. Слегка смажьте игольчатый роликоподшипник (2) и насадите на вторичный вал. 3. Косозубую шестерню (3), 2-я передача, насадите на вторичный вал, чтобы шлицы для зубчатой муфты синхронизатора смотрели в сторону ...
Особенности движения судна в канале
Движение в канале создает дополнительные трудности в управлении судном. В первую очередь это относится к судам в грузу. Поэтому очень важно для обеспечения безопасности движения иметь правильное представление об особенностях движения судна и действия на него сил в условиях ограниченного фарватера. ...


