
Слить охлаждающую жидкость и топливо из дизеля, разобрать и снять трубы, препятствующие выемке снимаемого комплекта. Открепить и снять индикаторный кран, форсунку и топливный насос. Открепить выпускной коллектор у снимаемого комплекта. Установить поршень прицепного шатуна в ВМТ, установить на втулку цилиндра приспособление для удержания поршня и прицепного шатуна во втулке цилиндра, отвернуть болты прицепного шатуна и снять втулки. До отсоединения прицепного шатуна от пальца коленчатый вал дизеля не вращать. При демонтаже болтов необходимо поддерживать стержень шатуна во избежание его удара о втулку цилиндра. Сборку комплекта произвести в следующем порядке: вывернуть монтажный болт из нижнего пояса втулки цилиндра, снять приспособление, удерживающее поршень с шатуном во втулке цилиндра и вынуть поршень с шатуном из втулки цилиндра.
Щипцами снять кольца, стопорящие поршневой палец, вынуть палец и отделить шатун от поршня. У вынутого из дизеля цилиндрового комплекта с главным шатуном, снять палец прицепного шатуна. Разобранную шатунно-поршневую группу очистить от грязи, нагара и масла. Проверить состояние маркировки, неясную и забитую маркировку восстановить. Обезличивание деталей шатунно-поршневой группы не допускается. Стержень главного шатуна, крышка нижней головки шатуна и шатун прицепной при разборке не разукомплектовывать.
Пальцы, имеющие овальность или износ выше допустимых норм восстанавливается хромированием. Стакан поршня, имеющий трещины любого размера и расположения, заменить новыми. Прилегание стакана к сфере головки шатуна должно быть не менее 85%. Пружину при потере упругости заменить новой. Детали шатунно-поршневой группы подготовить к дефектоскопии.
Контрольная операция:
Произвести магнитную дефектоскопию главного и прицепного шатуна, крышки нижней головки, пальцы, шпильки головки поршня, шатунные болты, стержень шатуна. При обнаружении трещин детали заменить.
1. Сборка шатунно-поршневой группы.
При сборке шатунно-поршневой группы все детали промыть и продуть сжатым воздухом, проверить чистоту маслоподводящих отверстий в поршне и шатуне. Поршневые кольца устанавливать на поршень при помощи приспособления, ограничивающего развод замка. При сборке поршня должны соблюдаться сохранение комплектности всех деталей относящихся к данному поршню.
Контрольная операция:
Произвести замеры шатунно-поршневой группы.
Поддизельная рама и блок цилиндров. Рама дизеля (Рисунок 6) служит для установки на ней дизеля и генератора, соединенных муфтой. На раме также крепят отдельные сборочные единицы вспомогательного оборудования.
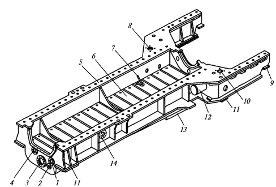
Рисунок 6 – Рама дизеля
1, 3 – отверстия для забора масла насосами; 2, 4 – отверстия для слива масла из фильтра тонкой очистки и вспомогательных агрегатов; 5 – верхний лист для установки блока дизеля; 6 – сетка; 7 – трубка масломерной рейки; 8 – горловина заливки масла; 9 – опора для пружин; 10, 12 – соответственно отверстие и труба подачи воды к воздухоохладителям; 11 – платик установки рамы; 13 – поддон рамы; 14 – место забора масла маслопрокачивающим агрегатом.
Блоки цилиндров (Рисунок 7) разделяют на мокрые и сухие. В мокрых блоках между втулкой и стенками блока течет охлаждающая вода. Охлаждение втулок в сухих блоках осуществляется водой между втулкой и рубашкой, напрессованной на втулку.
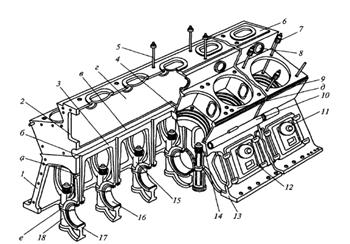
Рисунок 7 – Блок цилиндров дизеля
1 – корпус; 2 – передний лист блока; 3 – средняя плита;
4 – постановочная втулка; 5 – шпилька крепления лотка; 6 – верхняя плита; 7 – шпилька крепления цилиндровых крышек; 8 – проставка для подвода воздуха к впускным клапанам; 9 – верхний лист блока цилиндров; 10 – водяной коллектор; 11 – предохранительный клапан; 12 – крышка люка картера; 13 – стойка блока; 14 – втулка из нержавеющей стали для перепуска воды из коллектора к рубашкам цилиндров; 15, 16 – вкладыши коренных подшипников; 17 – подвеска; 18 – болт; а, б, в-маслоподводящие каналы; г – воздушный коллектор; д – отверстие для перепуска воды из крышки в охлаждающую полость цилиндра; е – фиксирующие зубцы стыка подвески.
Технологический процесс осуществления ремонта поддизельной рамы и блока цилиндров состоит из следующих этапов:
Расчет количества постов ТО
Первое и второе техническое обслуживание будут производиться на индивидуальных специализированных постах. Количество постов ТО-1 и ТО-2 определяется по формуле: (36) где - годовой объем работ по видам ТО, чел.-ч. ...
Определение состава и площадей помещений
Производственная площадь, занимаемая рабочими и вспомогательными постами, автомобиле-местами ожидания и хранения определяется следующим образом: Fр.п = fавт ×X× kп , (13) где Fр.п – площадь зоны, м2; fавт – площадь, нанимаемая автомобилем в плане (табл. 4); Х – число постов; kп – коэффи ...
Легковоспламеняющиеся жидкости
Легковоспламеняющаяся жидкость является наиболее эффективным средством облегчения пуска двигателя. Впрыскивание пусковой жидкости во впускные трубопроводы является универсальным средством для обеспечения пуска с nmin как бензинового двигателя, так и дизеля. Это обеспечивается за счет интенсификации ...


