
Расчеты показывают, что при геометрической степени сжатия eг=16,5, закрытии впускного клапана через 560 поворота к.в. после НМТ установка угла опережения впрыска топлива q в 100, 200 и 300 поворота к.в. до ВМТ приводит к уменьшению «действительной» степени сжатия eд, соответственно, до 11,9; 8,62 и 5,97, что в процентах составит 72,3%, 52,2% и 36,2% от 16,2.
Таким образом, относительное изменение объема за процесс сжатия оказывается значительно меньше eг. Это приводит к соответствующему уменьшению параметров воздушного заряда в конце процесса сжатия.
Если принять, что в момент закрытия впускного клапана Тзк=2730К = idem, а процесс сжатия совершается со средним показателем политропы n = 1,3 = idem, то подобное изменение степени сжатия eд приведет к уменьшению температуры в конце сжатия с 6330К до 5750К; 5220К и 4670К соответственно.
Уменьшение угла запаздывания закрытия впускного клапана благоприятно сказывается на относительном изменении объема заряда при сжатии; закрытие клапана в НМТ при прочих равных условиях приводит к увеличению eд, в среднем, на 20%.
Таким образом, кроме геометрической степени сжатия температурные условия в цилиндре в момент впрыска топлива в значительной мере будут зависеть от момента закрытия впускного клапана и угла опережения впрыска топлива.
Из рисунка 2.2.1 следует, что наибольшее влияние запаздывания закрытия впускного клапан на величину eд наблюдается в диапазоне больших значений углов yкл, примерно, до 40÷450 поворота
к.в. после НМТ. Дальнейшее уменьшение этого угла на двигателях ЯМЗ, по-видимому, нецелесообразно, так как «действительная» степень сжатия при этом повышается незначительно.
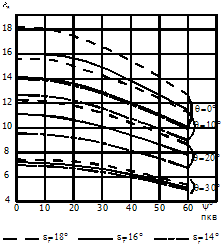
Рисунок 2.2.1 – Зависимость действительной степени сжатия eд от геометрической - eг, угла запаздывания закрытия впускного клапана yкл и угла опережения впрыска топлива - q
В результате исследования процессов наполнения и сжатия было установлено, что одним из реальных способов улучшения пусковых качеств двигателя является сокращение продолжительности запаздывания закрытия впускных клапанов yкл с 560 до 44-460 [3] поворота к.в. после НМТ.
Это позволило бы увеличить при q = 200 поворота к.в. «действительную» степень сжатия - eд с 7,86 до 8,4 ÷ 8,6 и поднять температуру в момент начала впрыска топлива, примерно, на 8 – 100С по сравнению с исходным вариантом (eг = 14,0; yкл = 56 поворота к.в. после НМТ) [3].
Исследования двигателя ЯМЗ -238 с экспериментальным кулачковым валиком в камере холода подтвердили результаты расчетов.
Уменьшение угла запаздывания закрытия впускного клапана до 460 поворота к.в. НМТ позволило увеличить при n =90 ÷ 100 об/мин давление заряда в ВМТ на ~ 1,1 ÷ 1,2 кг/см2 и снизить минимальную температуру пуска двигателя со стартером СТ-103 на ~ 50С [3]. При этом мощностные и экономические показатели двигателя при работе на номинальном режиме и по скоростной характеристике практически не изменились.
Как и предполагалось, дальнейшее сокращение продолжительности запаздывания закрытия впускного клапана вследствие слабого влияния на параметры воздушного заряда в конце сжатия и заметного ухудшения наполнения цилиндра на номинальном режиме оказалось нецелесообразным.
Определение передаточных чисел трансмиссии
Определение передаточного отношения главной передачи передаточное отношение главной передачи, где - частота вращения коленчатого вала при максимальной скорости - передаточное отношение коробки передач. Высшая передача на которой достигается максимальная скорость т.к установлена 4х ступенчатая короб ...
Инвестиционная привлекательность автомобильного
транспорта
Привлекательность АТ для инвестиций в инновации очень высока в силу высокой эффективности и скорости окупаемости даже низких капитальных вложений. В автомобильной отрасли естественным образом сформированы предпосылки для быстрой реализации инноваций: срок службы основных фондов, обеспечивающих наиб ...
Организация рабочего места слесаря по ремонту автомобилей
Рабочее место - единица структуры предприятия, где размещены исполнители работы, технологическое оборудование, часть конвейера, оснастка и предметы труда. Это первичное и основное звено производства. Правильная организация рабочего места предполагает четкое определение объема и характера, выполняем ...


