
Автоматическая наплавка под флюсом по сравнению с ручной дуговой имеет ряд преимуществ:
а) улучшение качества наплавленного слоя;
б) увеличение производительности труда;
в) уменьшение расхода наплавочных материалов и более экономное расходование легирующих элементов;
г) уменьшение расхода электроэнергии;
д) улучшение условий труда.
На форму и размеры наплавленных валиков значительное влияние оказывает большое количество факторов. Основные параметры режима целесообразно определять со схемой, приведённой на рисунке 5.3.
Одним из основных факторов, определяющих эксплуатационные свойства восстановленных поверхностей, является марка электродной проволоки. Для механизированной наплавки под флюсом можно использовать сварочные проволоки (ГОСТ 2246-70) и наплавочные (ГОСТ 10543-82).
Состав флюса и его грануляция оказывают существенное влияние не только на устойчивость горения дуги, но и на форму и размеры наплавленного слоя. Флюсы сварочные наплавленные выпускаются в соответствии с ГОСТ 9087-81.
Для механизированной наплавки углеродистых и низколегированных сталей углеродистыми и низколегированными наплавочными проволоками применяются флюсы АН-348, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ФЦ-9, АН-60.
Флюсы АН-348 обеспечивают удовлетворительную стабильность дуги при любом роде тока и хорошее формирование валиков наплавленного металла. Флюс обладает пониженной склонностью к образованию пор и дает удовлетворительно отделяемую шлаковую корку.
Флюсы ОСЦ обладают пониженной склонностью к образованию пор в наплавленном металле. Хорошее формирование валиков наплавленного металла получается при повышенном напряжении дуги. Недостатком этих флюсов является значительное выделение вредных фтористых газов.
Флюс АН-60 является заменителем флюсов АН-348-А и ОСЦ-45. Он обеспечивает хорошую отделяемость шлаковой корки. В сочетании с углеродистыми и низколегированными проволоками позволяет получить более высокую твердость наплавленного металла в сравнении с АН-348-А.
При автоматической наплавке под флюсом, тщательном выполнении процесса и хорошем формировании валика припуск на механическую обработку равен 1,5 – 2,0 мм на сторону.
Диаметр электрода зависит от формы наплавляемых деталей и толщины наплавленного слоя.
При восстановлении цилиндрических поверхностей под флюсом целесообразно учитывать диаметр детали и длину поверхности по образующей.
Если длина наплавляемой поверхности небольшая, то в процессе наплавки деталь не успевает прогреться и отделяемость шлака будет удовлетворительной. В этом случае диаметр электродной проволоки можно увеличить.
Величина тока наплавки:
Јн=π×dэл2×ј /4,(5.8)
Јн =3,14×52×60/12,5=245А.
Плотность тока ј = 9 – 12,5 А/мм2 (таблица 7 [1]). Обычно большие величины плотности тока выбирают для меньших диаметров электродных проволок и наоборот. При этом следует иметь в виду, что наплавку деталей малых толщины и диаметров целесообразно во избежание прожогов металла выполнять на малых точках, а больших – на больших точках с целью повышения производительности труда.
Обычно наплавку различных деталей производят при напряжениях дуги 25-40 В. Более точно напряжение дуги можно подсчитать по формуле:
Uд=22+Јн/50,(5.9)
Uд =22+245/50=27 В.
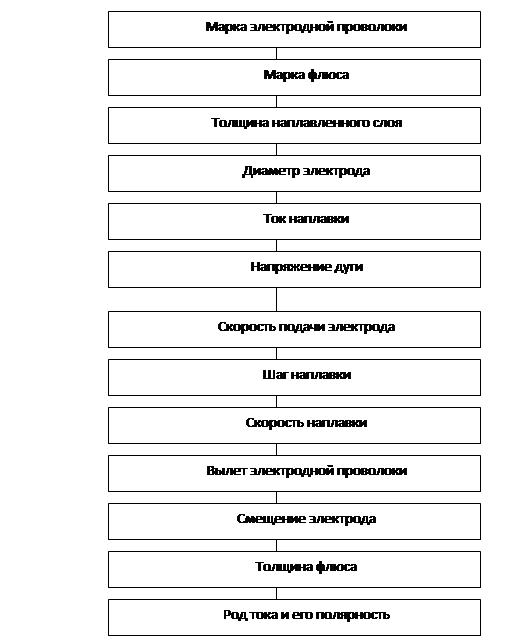
Рисунок 5.3 – Основные параметры автоматической наплавки под флюсом
Скорость подачи электрода:
Vэл= (4α × Јн)/(πdЭл×ρ),(5.10)
где αр – коэффициент расплавления, г/А×ч;
Јн – ток наплавки, А;
dЭл – диаметр проволоки, мм;
ρ – плотность металла проволоки, г/см3.
Vэл =4×11×245/3,14×5×7,8=88,03 мм/ч.
Коэффициент расплавления электродной проволоки сплошного сечения при наплавке под флюсом на постоянном токе обратной полярности αр=10 – 12 г/А×ч.
Шаг наплавки определяется из условия перекрытия валиков на 1/2 - 1/3 их ширины:
S= (2,5 – 4,0) dЭл,(5.11)
S =3×5=15 мм.
Скорость наплавки:
Vн=(αн· Јн)/ (100·Fн·ρ),(5.12)
Коэффициент наплавки:
αн=αр(1 – ψ/100),(5.13)
где ψ- коэффициент потерь металла сварочной проволоки на угар и разбрызгивание, ψ=1- 3 %.
αн = 11(1-2/100) = 10,78.
Площадь поперечного сечения наплавленного валика:
Fн= δн×α×s,(5.14)
где α – коэффициент, учитывающий отклонение площади наплавленного валика от площади прямоугольника, α= 0,6 – 0,7.
Fн =6×0,7×15=63 мм2.
Vн =10,78×245/100×6,3×7,8= 0,54 м/ч = 8,9 мм/мин.
Частота вращения наплавляемой детали:
n= 1000 Vн/ (60×π×D),(5.15)
где D- диаметр наплавляемой поверхности, мм.
n =1000×8,9/60×3,14×105,5=0,5 об/мин.
Вылет электродной проволоки существенно влияет на сопротивление цепи питания дуги. С увеличением вылета возрастает сопротивление и, следовательно, значительно нагревается конец электродной проволоки. В результате этого возрастает коэффициент наплавки, снижается ток, уменьшается глубина проплавления основного металла. Ориентировочно величина вылета:
Расчет блока
Диаметр блока: - (табл. 2.2) Рекомендуется расчетный увеличивается на 25%, округляем до стандартного значения и принимаем Диаметр оси блока - расстояние между щеками подвески Принимаем Наибольшая нагрузка на подшипник блока - число подшипников в блоке Эквивалентная нагрузка подшипника блока (табл. ...
Экономический
эффект внедрения мероприятий по экологичности и безопасности
Проведя анализ производственного травматизма и подсчитав ущерб предприятия от несчастных случаев, внедрив запланированные мероприятия по экологичности и охране труда, можно произвести предположительный экономический эффект от внедрения мероприятий, куда включаем капитальные вложения и эксплуатацион ...
Требования безопасности в аварийной ситуации
Во время пурги транспортные средства должны останавливаться, в колонне должен быть натянут пеньковый канат для ориентировки во время перехода от одной машины к другой. Воздействие на организм низкой температуры вызывает переохлаждение тела человека и обморожение отдельных его участков. Различают че ...


