
После многократной зачистки (полировки) шеек осей колесных пар при их ремонтах действительные размеры шеек выходят за пределы установленных допусков, что является основанием для их браковки. Для продления срока службы осей ВНИИЖТом разработана технология восстановления шеек путем их металлизации напылением. Сущность технологии заключается в том, что металл в виде проволоки (или порошка) подается к месту плавления, расплавляется электрической дугой (газовым пламенем или плазмой), распыляется струей сжатого воздуха (или другого газа) на мельчайшие частицы и силой этой же струи наносится на подготовленную поверхность, образуя покрытие необходимой толщины. Технологический процесс восстановления металлизацией шеек осей вагонных колесных пар с роликовыми подшипниками состоит из трех последовательно выполняемых частей: подготовки поверхности шейки оси под металлизацию, металлизации шейки оси, последующей механической обработки покрытия.
Перед металлизацией поверхности шеек осей протачивают до диаметров 128,4-128,8 мм (оси типа РУ1) или 133,4-133,8 мм (оси типа РУ) для выведения поверхностных дефектов с получением шероховатости поверхности Rz < 20 мкм по ГОСТ 2789-73. После упрочняюще-сглаживающего накатывания обточенных шеек по принятой технологии их подвергают магнитной дефектоскопии и тщательно обезжиривают ацетоном. Предподступичную часть и резьбовой конец оси закрывают специальными защитными втулкой 1 (рис. 4.4) и гайкой 2, которые устанавливают на шейке 3. Процесс металлизации шеек производят в два этапа: нанесение подслоя молибдена для увеличения прочности сцепления стального покрытия с металлом шейки оси и нанесение основного стального покрытия. Для этого используют два металлизатора 4 станочного типа марки ЭМ-12, серийно выпускаемые промышленностью. Для питания электрической дуги применяют сварочный преобразователь ПСГ-500 с жесткой внешней характеристикой. Толщина нанесенного подслоя молибдена составляет 0,15-0,20 мм, так как при меньшей толщине молибден не полностью покрывает поверхность шейки, в результате чего уменьшается прочность сцепления основного стального покрытия с металлом шейки. Для нанесения подслоя применяют молибденовую проволоку марки МЧ диаметром 1,5 мм. перед напылением проволоку обезжиривают бензином.
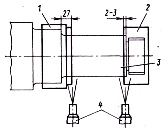
Рисунок 4.4 – Схема металлизации шейки оси под роликовые подшипники
При нанесении основного стального покрытия применяют проволоку диаметром 2,0 мм из стали 65Г. Перед металлизацией проволоку также обезжиривают. После первых 5 – 6 проходов при напылении стали процесс металлизации прерывают на 4 – 5 мин для остывания покрытия. При этом вращение колесной пары не прекращается. Ускорять процесс остывания покрытия обдуванием его сжатым воздухом или другими искусственными способами запрещается. Технологический припуск на последующую механическую обработку составляет 0,7 – 0,9 мм на диаметр. После нанесения стального покрытия получают шейки с диаметрами 131,5 – 131,8 мм (оси типа РУ1) и 136,5 – 136,8 мм (оси типа РУ).
При нанесении молибдена и стали металлизатор задерживают около защитных гайки и втулки на 3 – 5 с для получения после металлизации покрытия одинаковой толщины по всей длине шейки. Во время металлизации концов шейки со стороны галтели и резьбы металловоздушная струя попадает на края защитных втулки и гайки. Процесс металлизации прекращают в таком порядке: выключают подачу проволоки, снимают напряжение с металлизатора и отключают подачу воздуха. После металлизации удаляют защитные гайку и втулку.
Механическая обработка восстановленной шейки состоит из двух операций: обтачивания и шлифования. Покрытие обтачивают резцами с пластинкой из твердого сплава марки Т30К4 или Т15К6. Первый проход при обтачивании начинают с середины шейки и ведут в обе стороны. Последующие проходы резцом ведут от торца или галтели шейки. Режимы обтачивания: частота вращения оси 100 об/мин, продольная подача резца 0,45 – 0,55 мм/об, глубина резания 0,2 – 0,3 мм. Припуск на шлифовку составляет 0,25 – 0,35 мм на диаметр. Шлифование ведут мягким шлифовальным кругом при обильном охлаждении.
В результате исследований установлено, что металлизационные покрытия повышают предел выносливости деталей, имеющих прессовые посадки и несущих циклическую нагрузку, выше предела выносливости новых деталей, если опасное сечение находится в зоне прессового соединения. Металлизационные покрытия изменяют условия и характер развития усталостного процесса в зоне прессовых посадок. Исследования показывают, что выносливость не снижается даже при увеличении числа циклов нагружений до 1 млрд., так как отсутствует явление фреттинг-усталости. Напыленный металл имеет меньший по сравнению с основным модуль упругости, поэтому нагрузка, воспринимаемая основанием и покрытием, распределяется между ними пропорционально значениям их модулей упругости. Следовательно, во время работы детали с прессовой посадкой нанесенное на нее покрытие всегда испытывает в несколько раз меньшее напряжение, чем материал детали.
Инструкция по охране труда в особых условиях Крайнего Севера
1.1 Настоящая инструкция регламентирует основные требования по безопасности труда при работах в особых условиях Крайнего Севера, характеризующиеся в первую очередь низкими температурами. 1.2 Лица, принимаемые на работу в районы Крайнего Севера, подлежат предварительному мед. освидетельствованию для ...
Железнодорожный транспорт
Железнодорожная инфраструктура Франции, берёт своё происхождение в 1842 году в национальной программе железных дорог, задуманной Виктором Леграндом, на тот момент министром путей сообщения (в то время, во Франции оно называлось Министерство дорог и мостов). Цель программы заключалась в том, что бы ...
Выбор колесной формулы автомобиля и геометрических параметров колес
Количество и размеры колес (диаметр колеса dк и масса, передаваемая на ось колеса) определяются исходя из грузоподъемности автомобиля. При полностью груженом автомобиле 65…75%от общей массы машины mа приходится на заднюю ось и 25…35% -на переднюю. Следовательно, коэффициенты нагрузки передних lп и ...


