
Ремонт колесных пар без смены элементов производится во всех нагонных депо. Основной задачей этого ремонта является восстановление геометрии поверхности катания и гребня колеса. Основным методом восстановления геометрии является обточка на колесотокарных станках. Применяются станки проходного типа, например фирм Хегеншайдт и Рафамет, или тупикового типа тех же фирм, а также российских, Краматорского или Рязанского станкозаводов.
При восстановлении профиля поверхности катания обточкой необходимо обеспечить обработку с минимально необходимой глубиной резания. Но это вызывает большие трудности, так как проточка будет проходить по твердому наклепанному слою металла поверхности катания колеса. Чтобы исключить эту трудность, искусственно увеличивают глубину резания, и обточка идет по ненаклепанному металлу, но это уменьшает число последующих переточек, а значит и срок службы колес.
![]()
![]()
![]()
![]()
![]() Для ликвидации этого недостатка разработаны конструкции установок для предварительного отжига поверхности катания колеса. Наиболее эффективными установками отжига являются установки с индукционным нагревом токами высокой частоты, обладающие способностью быстро прогревать верхние слои металла до высоких температур, тем самым снижая наклеп. Применение такой технологии позволяет обтачивать колесные пары со снятием стружки минимальной толщины, удлиняет срок службы колес примерно в два раза, дает экономию на режущем инструменте.
Для ликвидации этого недостатка разработаны конструкции установок для предварительного отжига поверхности катания колеса. Наиболее эффективными установками отжига являются установки с индукционным нагревом токами высокой частоты, обладающие способностью быстро прогревать верхние слои металла до высоких температур, тем самым снижая наклеп. Применение такой технологии позволяет обтачивать колесные пары со снятием стружки минимальной толщины, удлиняет срок службы колес примерно в два раза, дает экономию на режущем инструменте.
Восстановление поверхности катания на отечественных станках производится за два прохода резца (рис. 4.3).
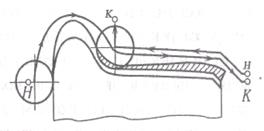
Рисунок 4.3 – Схемы обработки профиля поверхности обода колеса чашечными резцами на колёсотокарном станке модели 1836 А
вагонный колесо неисправность ремонт
Грубая обработка производится обычно от фаски Н к гребню К (рис. 4.3), при этом оставляя припуск на последующую чистовую обработку 1 .2 мм.
Чистовой проход выполняется от внутренней грани колеса Н по гребню к фаске К.
Обработка ведется в автоматическом режиме твердосплавным чашечным резцом, управляемым по копиру гидравлической следящей системой.
В последние годы резко интенсифицировался износ гребней, а восстановление геометрии поверхности катания и гребня обточкой на станке при самых передовых технологиях приводит к снижению срока службы колесных пар. Поэтому встал вопрос восстановления гребней наплавкой.
Колеса изготавливаются из среднеуглеродистой стали, которая является трудносвариваемой, при сварке и наплавке, которой во избежание образования горячих (кристаллизационных) трещин в наплавленном металле и холодных трещин в околошовной зоне требуется выполнение целого ряда условий.
Для этого была разработана специальная технология наплавочных работ на базе шеечно-накатного станка ХАД-112, которая предусматривает предварительный нагрев колес в зоне гребня до t = 250 °С, наплавку в специальных кабинах с целью исключения образования сквозняков в зоне сварочного поста и последующее замедленное остывание колес после наплавки в специальных термостатах. При этом запрещено устанавливать наплавленные колесные пары на рельсы.
Предотвратить образование трещин удалось подбором сварочной проволоки Св-08ХМ, Св-08ГА, сварочного тока I =330 .350 А, скорости наплавки V = 20 .25 м/ч, флюсов – АН-348А, АНЦ-1. При этом флюсы должны проходить прокалку при t = 350 .400°С в течение 1 .2 ч и храниться в сушильном шкафу при t = 60°С, что снижает содержание водорода в наплавленном металле и предотвращает образование пор.
После наплавочных работ производится обточка колес по кругу катания, как это описано выше.
Сетевое планирование
Планирование работ в виде сетевой модели наиболее эффективно использовать в сфере научных исследований, так как это позволяет наиболее рационально распределять ресурсы, сократить время выполнения исследования и выявить ключевые момент исследования. ...
Краткая характеристика автомобиля
автомобиль тормозной тепловой прочность Легковой автомобиль ВАЗ-2121 (рисунок 1) предназначен для эксплуатации по дорогам с твердым покрытием. Этот автомобиль выпускается Волжским автозаводом с 1977 года. Для удовлетворения потребностей народного хозяйства и экспорта заводом выпускается несколько м ...
Бесперегрузочные сообщения, особенности этих перевозок и перспективы их
развития
Бесперегрузочные сообщения являются разновидностью комбинированных (смешанных) перевозок – последовательной перегрузки грузов различными видами транспорта. Под бесперегрузочным сообщением следует понимать такой вид перевозок, при которых в пунктах перевалки сам груз не перегружается из подвижного с ...


