
Детали рулевого привода изготавливают из углеродистой качественной конструкционной и легированной сталей, тяги привода – из сталей марок 20, 30, 35 . Для пальцев шарниров применяют легированные стали 12ХН3А, 18ХГТ и 15ХН с цементацией шаровой головки и конического хвостовика на глубину 1.5…3 мм и последующей закалкой до твердости 56…63 HRCэ. Галтели пальцев упрочняют накаткой для исключения образования трещин. Напыление поверхности пальцев и сухарей различными способами способствует повышению износостойкости поверхностей трения в 2…3 раза. Наконечники тяг, рычаги и сошка отковываются из сталей 35, 40, 45, 30Х, 35Х, 40Х, 38ХГМ, 40ХНМА.
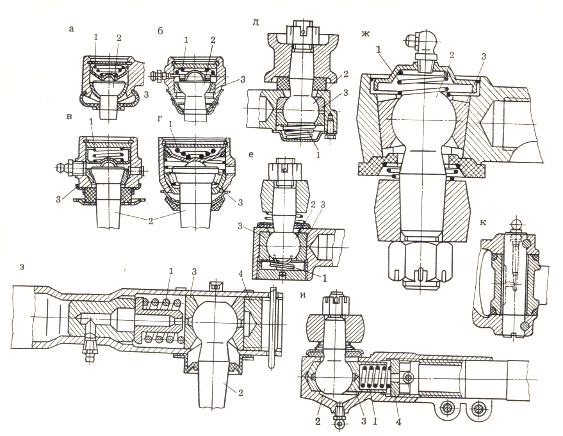
Рис.11 Шарниры рулевого управления
Организация грузовой и коммерческой работы станции Заводская-Сортировочная
1) Приём грузов к отправлению. Перед подачей вагонов под погрузку грузов вагоны осматриваются в техническом отношении. После заявления ответственных по транспорту об окончании погрузки приёмосдатчик грузов, а где его нет - оператор поста ЭЦ, проверяет правильность погрузки и крепления груза. Грузоо ...
Анализ экономической характеристики
Анализ полученных данных экономической характеристики в обязательном порядке включает следующие моменты: 1. Наиболее экономичные скорости движения на всех дорожных покрытиях: при y=0,03 V=16,5 , при y=0,04 V=20,3 , при y=0,05 V=20,3. Минимальные значения расхода горючего на 100 км пути: при y=0,03 ...
Расчет технологических норм на операции с поездами и вагонами
Расчет времени расформирования состава с горки ∙ ПО Х ∙ СП Х = 400 м включение тормоза Длина вагона L = 14 м, q = 10 – количество отцепов, mo – количество выгонов в составе, mo – 70, Lno = 1250 – полезная длина приемоотправочных путей. Tp = tз + tв + tн + tр + tос lз = х + ln = 400 + 12 ...


