
Шатуны большинства автотракторных двигателей изготавливают из сталей 40Г, 45, 45Г2, 40Х и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна; отверстия под втулку и самой втулки верхней головки шатуна; износ и смятие плоскостей разъема и торцевых плоскостей под болты в нижней головке шатуна.
Шатуны выбраковывают при аварийных изгибах, обломах и при трещинах. Шатуны двигателей ЯМЗ (всех модификаций), кроме того, выбраковывают, если сильно изношены или опилены плоскости разъема нижней головки, а шатуны двигателей СМД-60, Д-240 и их модификаций - если смяты рифы на плоскостях разъема нижней головки. Изгиб и скрученность шатуна измеряют при помощи различных индикаторных и оптических приспособлений.
На многих ремонтных предприятиях общего назначения для проверки шатунов на изгиб и скручивание используют индикаторное приспособление типа КИ-724 (рис. 1). Это приспособление универсальное, оно позволяет контролировать шатуны двигателей разных марок.
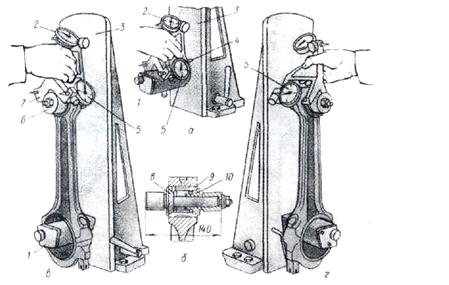
а - установка индикаторов; б - установка разжимной оправки; е - проверка шатуна на изгиб; г – проверка шатуна на скрученность; 1 - оправка;
2 и 5 - индикаторы; 3 - плита; 4 - упор; 6 - разжимная оправка; 7 - призма;
8 и 10 - конусы оправки; 9 - разжимная втулка оправки.
Рисунок 1 - Приспособление для проверки шатуна на скрученность и изгиб
Призму 7 с индикаторами часового типа устанавливают на оправку 1 и передвигают ее до соприкосновения упора 4 призмы с плоскостью плиты 3 приспособления. В этом положении перемещают индикатор 2 до получения натяга на измерительном стержне в пределах 1,0 . 1,5 оборота стрелки. Закрепляют индикатор и совмещают нулевое деление шкалы со стрелкой. Поворачивают призму на 180° и также устанавливают индикатор 5. В отверстие верхней головки шатуна с впрессованной втулкой вставляют разжимную втулку 9 закрепляют ее конусами 8 и 10. Шатун ставят на оправку, перемещают его до упора оправки в плиту 3 и закрепляют на оправке. Призму ставят на оправку 6 и при соприкосновении ее упоров с плитой 3 поочередно по отклонению стрелки от нулевого положения индикатора 2 определяют изгиб шатуна, а по отклонению стрелки индикатора 5 скрученность.
Шатуны, имеющие непараллельность, изгиб, или перекос, скручивание, верхней головки шатуна относительно нижней, выходящие за допустимые размеры, подлежат восстановлению или выбраковке. Править шатуны в холодном состоянии не рекомендуется, потому что такая правка не обеспечивает стабильных результатов. Допускается правка шатунов с подогревом стержня до температуры 450 .600°С.
На специализированных моторемонтных предприятиях для проверки шатунов используют специальные оптические приборы или индикаторные приспособления типа 9570-157-1,(рисунок 2). Приспособление состоит из плиты 7 с призмой 1 и кронштейна 5, на котором расположены четыре индикатора часового типа. Два индикатора 4 установлены вертикально и два индикатора 6-горизонтально, так, что оси их взаимно перпендикулярны. В отверстия нижней и верхней головок проверяемого шатуна вставляют оправки
2 и 3, затем шатун укладывают оправкой 2 на призму 1 и оправкой 3 наклонно подводят к упору и измерительным стержням индикаторов. Разность в показаниях вертикальных индикаторов 4 отмечает изгиб шатуна, а разность в показаниях горизонтальных индикаторов 6 - его скрученность. Перед измерением индикаторы устанавливают по специальному эталону. Такое приспособление применимо для контроля только одного типоразмера шатуна. Допускаемая скрученность шатунов тракторных двигателей в пределах 0,05 .0,08 мм, автомобильных - 0,04 .0,06 мм на 100 мм длины, по оси оправки, вставленной в отверстие верхней головки шатуна, а допускаемый изгиб - 0,03 . 0,05 мм для шатунов тракторных двигателей и 0,02 .0,03 мм для автомобильных на 100 мм длины.
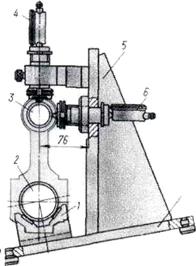
1 - призма; 2 и 3 - оправки; 4 и 6 - индикаторы; 5 - кронштейн; 7 - плита
Рисунок 2 - Приспособление 9570-157-1 для контроля геометрических параметров шатуна
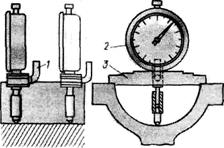
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа и размеров шатуна. Перед восстановлением отверстий проверяют опорные поверхности под головки шатунных болтов и гайки, а также плоскости разъема.
Опорные поверхности крышки фрезеруют до выведения следов изнашивания на вертикально-фрезерном, а шатуна на горизонтально-фрезерном станках. При больших износах опорные поверхности наплавляют и фрезеруют под нормальный размер по высоте от плоскости разъема до опорной поверхности. Для закрепления крышки и шатуна при фрезеровании применяют специальные приспособления.
Характеристика операций по погрузке и выгрузке станции Новокузнецк-Северный
1. Рудные вагоноопрокидыватели, 2 приемных устройства по 120 метров- Роторы вагоноопрокидывателей, эл. Толкатели. 2. Приемное устройство - Реактивная установка для очистки вагонов 3. Угольные вагоноопрокидыватели, 2 приемных устройства по 120 метров- Роторы вагоноопрокидывателей, эл. Толкатели. 4. ...
План по труду и фонду оплаты труда
Численность ИТР проектируемого предприятия принимается равной 15% от общего количества основных производственных и вспомогательных рабочих. Т сп. ИТР = (120 + 18) * 0,15 = 21 чел. Причем 50% ИТР (11 чел.) работает на производстве, 50% (10 чел.) в административном корпусе предприятия. Численность сл ...
Расчет коэффициентов сопротивления увода колес
У колеса, снабженного эластичной шиной, под действием боковой силы происходит боковая деформация элементов, расположенных между контактной площадкой и ободом. В результате этого катящееся колесо движется одновременно со скоростями Vx (в плоскости вращения) и Vy (перпендикулярно этой плоскости). Век ...


