
Основным содержанием этого раздела являются данные об аварийной посадке и остойчивости судна при затоплении его отсеков и перечень необходимых мероприятий по борьбе за сохранение судна в каждом отдельном случае.
В Информации приведены варианты затопления отсеков, приводящие к наихудшей остойчивости и наихудшей посадке. При этом состояние судна после аварии удовлетворяет всем требованиям "Правил", которые предъявляются к аварийному судну:
- минимальный, аварийный надводный борт, при котором нижние края открытых отверстий находятся над аварийной ватерлинией на расстоянии Fmin 0,10 м;
- дополнительный запас плавучести (свыше запаса плавучести, позволяющего судну оставаться на плаву).
- начальная метацентрическая высота h 0.05 м;
- плечо диаграммы статической остойчивости lmax 0.1 м,
- равновесный угол крена
150 -до принятия мер по спрямлению,
70 -после принятия мер по спрямлению;
- протяженность диаграммы статической остойчивости не менее
300 при симметричном затоплении,
200 при несимметричном затоплении.
На бланках вариантов затопления показана схема судна, на которой нанесена в масштабе аварийная ватерлиния без крена. Приведены диаграммы статической остойчивости после аварии, на которых указана метацентрическая высота и углы обрыва диаграммы статической остойчивости.
На бланках также дано краткое описание изменений остойчивости и посадки и насколько они опасны. Количественные показатели основных характеристик состояния судна приведены в таблице на этом же бланке.
Случай затопления № 1
Район затопления: отсек №25 (ахтерпик)
Водоизмещение: Cудно в полном грузу, с учетом кренящего момента от скопления пассажиров у правого борта.
Схема затопления
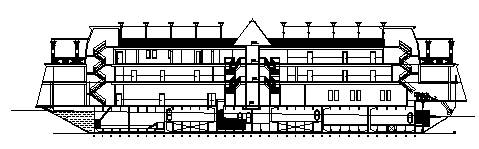
Рис. 1
Сбор и обработка статистических данных, их анализ
В табл.1.1 приведены статистические параметры подобранных прототипов самолетов. Таблица 1.1 Наименование самолета Ту-204 Boeing727-200 Boeing707-320 A-320 Ил-62 Летные данные Vmax,км/ч 900 1017 960 900 950 Hmax,км 14 12 12 10,5 12 Vкрейс, км/ч 850 958 975 850 850 Hкрейс,км 11 9 8 18 10 Vвзл, км/ч 2 ...
Расчёт и построение характеристик тягового электродвигателя
Расчёт характеристик тягового электродвигателя производится аналогично номинальному режиму п. 2.4 – п. 2.11. Нагрузочные характеристики рассчитываются с учётом размагничивающего действия якоря для нескольких постоянных значений токов нагрузки. Расчёт сводится к определению той дополнительной МДС F` ...
Проверка системы смазки
Ремонт системы смазки заключается, главным образом, в устранении течи, в обнаружении и ликвидации причин падения давления в системе, в проверке состояния узлов и элементов системы смазки при полной разборке двигателя. Замена масла Во время эксплуатации автомобиля уровень масла в картере двигателя п ...


