
При разработке систем автоматизации несложных объектов составляют принципиальные и монтажные электрические схемы. Принципиальная схема определяет полный состав элементов автоматики, связь между ними и дает детальное представление о принципе работы объекта автоматизации.
На монтажных схемах элементы машин и аппаратов изображают с учетом их взаимного расположения. При этом аппараты и их элементы изображают на панелях управления, в пультах, шкафах. Разводка проводов сопровождается указанием их номеров, сечения и марки. Монтажные схемы необходимы при эксплуатации и ремонте автоматического оборудования.
Электрические схемы выполняют без масштаба. В монтажных схемах соблюдается действительное пространственное расположение отдельных средств автоматизации и монтажных изделий.
При автоматизации простых процессов и операций в состав рабочей документации должны входить:
· перечень систем контроля, регулирования, управления, сигнализации или функциональная схема, отражающая функционально-блочную структуру отдельных узлов автоматического контроля, сигнализации, управления и регулирования;
· общие виды щитов, пультов;
· ведомости приборов и средств автоматики, монтажных материалов;
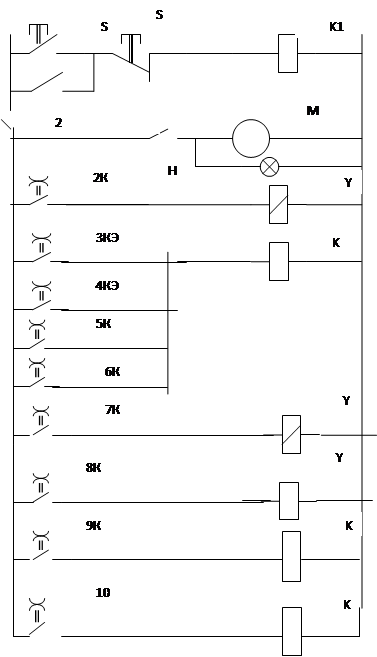
· принципиальные электрические схемы;
· монтажные схемы;
· планы размещения средств автоматизации.
Принципиальные схемы являются основанием для разработки монтажных схем, щитов, пультов и т.п. Построение принципиальных электрических схем осуществляется на основании циклограммы работы машины (алгоритма управления) с учетом требований, предъявляемых к объекту автоматизации.
Основные методы и правила построения схем:
1. Принципиальные электрические схемы разомкнутых САУ выполняются разнесенным способом, при котором условные графические изображения составных частей элементов располагают в разных местах схемы таким образом, чтобы наглядно и просто можно было прочитать схему и представить последовательность работы отдельных элементов схемы.
Схемы автоматических систем контроля и замкнутого управления выполняются совмещенным способом, при котором приборы и аппаратура изображаются в собранном виде;
2. Начертание схем осуществляется строчным методом, когда условные графические обозначения элементов и их составных частей, входящих в одну электрическую цепь, изображают последовательно друг за другом «по строке», а отдельные цепи – одну под другой. Цепи питания располагают вертикально. Это дает возможность проследить последовательность работы слева направо и сверху вниз;
3. Расположение условных графических обозначений элементов на схеме подчиняется удобству ее чтения;
4. При начертании схем элементы автоматики изображают условными графическими обозначениями в отключенном состоянии;
5. Каждому элементу в схеме присваивают определенное буквенно-цифровое или буквенное обозначение согласно действующим стандартам. Все элементы одного аппарата должны иметь одинаковое обозначение;
6. Питание силовых цепей и цепей управления от сети трехфазного переменного тока промышленной частоты должно осуществляться с обязательной постановкой защиты от токов короткого замыкания и перегрузок, как в силовых цепях электроприводов, так и в цепях управления;
7. Включение контактов осуществляют со стороны фазы, а катушек реле и других исполнительных элементов со стороны нулевого провода;
8. Подвижные контакты кнопочных выключателей, реле и других аппаратов изображаются таким образом, что сила, необходимая для их срабатывания, должна быть направлена сверху вниз при горизонтальном расположении цепей и слева направо – при вертикальном.
 |
Обзор схем и конструкций рулевых управлений автобусов
Все конструкции рулевых механизмов классифицируются по двум признакам: по передаточному числу и по принципу, заложенному в конструкцию передачи. В соответствии с этим классификация рулевых механизмов может быть представлена в следующем виде. По передаточному числу рулевые механизмы подразделяются н ...
Общие сведения о ФЗ «О
техническом регулировании»
Главная цель Федерального закона РФ «О техническом регулировании» - создание основы единой политики в области стандартизации и сертификации. В результате принятия закона на отечественном правовом поле появилось созвездие новых норм, которые существенно меняют экономическую жизнь страны. Этот закон ...
Расчет эксплуатационной производительности ПРМ
Эксплуатационная производительность машин устанавливается в конкретных условиях эксплуатации. При ее определении учитывают использование машины по времени и использование грузоподъемности в зависимости от вида груза и его объемной массы. Эксплуатационная производительность необходима для составлени ...


