
Последовательность дефектации
Оси отверстий нижней и верхней головок шатуна должны лежать в одной плоскости и быть параллельными друг другу.
Допускаемые отклонения положений осей шатуна на 100 мм длины шатуна: при изгибе - 0,4 мм, а при скручивании - 0,6 мм.
Очень важными операциями при ремонте шатунов автомобильных двигателей являются проверка шатунов на прямолинейность, скрученность и наличие двойного изгиба, рисунок 4, а также правка шатунов в случае необходимости.
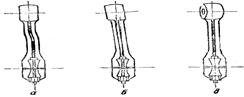
а – двойной изгиб; б - изгиб; в - скрученность
Рисунок 4 - Схема различных деформаций шатунов
Проверку шатунов в процессе ремонта, как правило, проводят 3 раза. После соединения поршня с шатуном проводят четвертую проверку для установления правильности сборки.
Первый раз проверяют отремонтированный шатун перед запрессовкой втулки в верхнюю головку и до заливки баббитом установки вкладышей нижней головки.
Второй раз проверяют шатун после запрессовки и подгонки по поршневому пальцу втулки верхней головки.
Третий раз шатун проверяют уже после заливки и растачивания нижней головки установки вкладышей.
Правка шатунов
Правку шатунов проводят 2 раза.
Первую правку выполняют после первой проверки, вторую правку - после второй проверки, но только в том случае, если погнутость или скрученность не будет превышать 0,3 мм на 100 мм длины шатуна. Если после второй проверки будет установлено отклонение более 0,3 мм, то в этом случае шатун не правят, а заменяют втулку.
При исправлении погнутости или скрученности и для предохранения от повторной деформации шатуна во время работы его следует перегибать несколько больше, чем это необходимо, а затем уже доводить до нормы, изгибая его в обратную сторону.
В процессе работы выправленные шатуны вновь несколько деформируются в результате внутренних напряжений, создавшихся при правки. Для снятия этих напряжений выправленный шатун следует нагреть до 150-200 оС и выдержать его при этой температуре в течение 2-3 часов. В настоящей работе эта операция опущена.
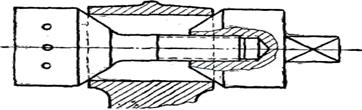
Рисунок 5 - Контрольный палец с конусом для проверки шатунов без втулок
2.3.3 План составление деффектационной ведомости
1) Заготовить в рабочих тетрадях журнал
2) Собрать шатун с крышкой, положив на каждую сторону по одной контрольной прокладке, только для шатунов, имеющих регулировочные прокладки, затянуть гайки шатунных болтов.
3) Проверить шатун на прямолинейность и в случае необходимости выправить его, рисунок 6.
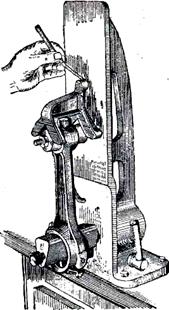
Рисунок 6 - Проверка шатуна на прямолинейность
Проверка шатуна на прямолинейность проводится следующим образом:
а) вставить в верхнюю головку шатуна конусный палец и затянуть его ключом;
б) надеть нижнюю головку шатуна на разжимной палец прибора и закрепить шатун в вертикальном положении;
в) поставить на конусный палец контрольную призму так, чтобы проверочные штыри, хотя бы один, вошли в соприкосновение с плитой прибора;
г) при погнутости шатуна верхний проверочный штырь или нижний, один или оба, не будет касаться плиты. В этом случае замерить щупом величину просвета и результат записать в журнал;
д) если величина просвета окажется больше нормы, то шатун следует с прибора снять и выправить на приспособлении, рисунок 7;
е) вторично проверить шатун на приборе и в случае необходимости правку продолжить.
Общая характеристика водного пути
Волго-Донской путь протяжением 581 км включает в себя Волго-Донской канал, Цимлянское водохранилище и участок реки Дон от Цимлянского гидроузла до г. Азов. Весь путь можно разделить на несколько характерных участков. Волго-донской канал в границах от пристани Красноармейск до выхода из нижнего подх ...
Расчет надежности схемы САУ
Надежность электрических схем систем автоматического управления определяют такими показателями безотказности, как вероятность безотказной работы в течение заданного отрезка времени; интенсивность отказов; средняя наработка до первого отказа. Элементы схем считаются невосстанавливаемыми, а сама схем ...
Организационная структура и правовой статус авиапредприятия,
основы его управления, устав
Служба организации почтово – грузовых перевозок (СОПГП) является структурным подразделением аэропорта Хабаровска. СОПГП непосредственно подчинена Заместителю генерального директора по организации производства, а в его отсутствие сменному заместителю генерального директора. Общее руководство СОПГП, ...


