
Фазы газораспределения указаны в табл. 5 без учета зазора между кулачками распределительных валов и толкателями.
Таблица 5 Фазы газораспределения
|
Начало открытия впускного клапана до ВМТ такта выпуска, опережение |
0° |
|
Закрытие впускного клапана после НМТ такта сжатия, запаздывание |
34° |
|
Начало открытия выпускного клапана до НМТ рабочего хода, опережение |
42° |
|
Закрытие выпускного клапана до ВМТ такта выпуска, опережение |
0° |
Привод распределительных валов на двигателях проводится от коленчатого вала двумя цепями. Одна цепь, имеющая 80 звеньев, вращает промежуточную звездочку, вторая, имеющая 54 звена, передает вращение промежуточной звездочки распределительным валам. Цепи натягиваются гидравлическими натяжителями.
Диаметр опорных шеек распределительных валов, мм:
шейка №1 (со стороны привода распределительного вала) 27,935—27,955
шейки №2—5 23,935—23,955
Радиальный зазор распределительных валов, мм:
номинальный 0,045—0,086
максимально допустимый 0,15
Осевой зазор распределительных валов, мм:
номинальный 0,070—0,143
максимально допустимый 0,2
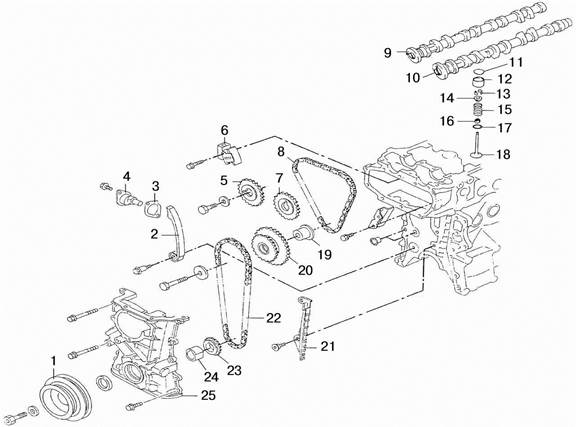
Рис. 3. Детали механизма газораспределения двигателей GA16DE: 1 — шкив коленчатого вала; 2 — башмак натяжителя; 3 — прокладка;
4 — натяжитель цепи привода промежуточной звездочки; 5 — звездочка впускного распределительного вала; 6 — натяжитель цепи привода распределительных валов; 7 — звездочка выпускного распределительного вала; 8 — цепь привода распределительных валов; 9 — распределительный вал впускных клапанов; 10 — распределительный вал выпускных клапанов; 11 — регулировочная шайба; 12 — толкатель;
13 — сухари; 14 — тарелка пружины; 15 — пружина; 16 — маслоотражательный колпачок; 17 — опорная шайба пружины; 18 — клапан; 19 — ось промежуточной звездочки; 20 — промежуточная звездочка; 21 — успокоитель; 22 — цель привода промежуточной звездочки; 23 — звездочка коленчатого вала; 24 — втулка привода масляного насоса; 25 — передняя крышка привода распределительных валов
Методы расчета и оценка средней звенности и уровня автоматизации всех вариантов
машины
Руководствуясь рекомендациями электронного пособия, изложите методы расчета средней звенности машины и ее уровня автоматизации. Определите эти характеристики для разработанных вариантов машины. Определение средней звенности машины по данным табл. 3 осуществляется по формуле: , (11) где - звенность ...
Распределение годовых объемов работ по видам и месту выполнения
Распределение общего годового объема работ по ТО и ТР по видам и месту выполнения в зависимости от числа рабочих постов может быть принято по данным табл. 4. Таблица 4. Примерное распределение объема работ по видам и месту их выполнения на СТО, % (по ОНТП-01-91)* Виды работ Распределение объема раб ...
Определение суммарных мощностей главных двигателей
Примерное значение мощности можно определить при помощи адмиралтейского коэффициента: кВт Где: D=2400т – водоизмещение судна u=16 узлов – скорость судна 1/С – обратный адмиралтейский коэффициент Принимаем СОД фирмы S.E.M.T. с эффективной мощностью Nец =650 э.л.с., числом цилиндров i=6, отношением S ...


