
При изготовлении деталей методом штамповки, стоимость материала составляет до 50% ее полной стоимости. Поэтому при больших программах выпуска детали даже небольшой процент экономии материала дает значительный экономический эффект. В качестве заготовки при штамповке применяются полосы, вырубаемые из листа стандартных размеров. Заготовка располагается на полосе согласно рис. 5.2.Размеры перемычек определяется исходя из значений таблицы 166 [13].
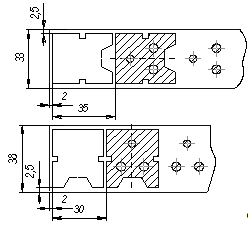
Рис.5.2 Схема расположения детали на полосе
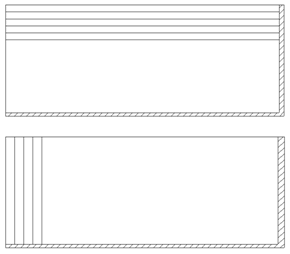
Рис.5.3. Варианты раскроя листа
Для того чтобы выбрать наилучший вариант раскроя листа необходимо выполнить расчет коэффициента использования материала (КИМ) для обоих вариантов раскроя:
Для расчета оптимального раскроя листа необходимо определить КИМ который определяется по формуле:
 , (5.1)
, (5.1)
Где N-число заготовок помещающихся на листе размерами B и L
S-площадь детали
Из справочника подбираем стандартные катаные листы размерами 1200х2000, 1600 х4000.
Для листа размерами 1200х2000 определим количество деталей размещаемых на нем, располагая детали, как по длине листа, так и по его ширине.
I вар. раскроя полосы:
1.На листе вмещается:
1200:33 =36 полос.
Количество заготовок в одной полосе:
2000:35=57 штук.
Итого на листе:
36*57=2052 деталей.
2.На листе вмещается:
2000:33=60 полосa.
Количество заготовок в одной полосе:
1200:35=34штук.
Итого на листе:
60*34=2040 деталей.
II вар. раскроя полосы:
1.На листе вмещается:
1200:38 =31 полоса.
Количество заготовок в одной полосе:
2000:30=66 штук.
Итого на листе:
31*66=2046 деталей.
2.На листе вмещается:
2000:38=52 полос.
Количество заготовок в одной полосе:
1200:30=40штук.
Итого на листе:
52*40=2080 деталей.
Определяем КИМ для N=2080
=![]()
Для листа с размерами 1600х4000 получим следующее количество деталей помещающихся на нем:
I вар. раскроя полосы:
1.На листе вмещается:
1600:33 =78 полос.
Количество заготовок в одной полосе:
4000:35=114 штук.
Итого на листе:
114*48=5472 деталей.
2.На листе вмещается:
4000:33=121 полосa.
Количество заготовок в одной полосе:
1600:35=45штук.
Итого на листе:
121*45=5445 деталей.
II вар. раскроя полосы:
1.На листе вмещается:
1600:33 =42 полосы.
Количество заготовок в одной полосе:
4000:30=133 штуки.
Итого на листе:
133*42=5586 деталей.
2.На листе вмещается:
4000:38=105 полос.
Количество заготовок в одной полосе:
1600:30=53штук.
Итого на листе:
105*53=5565 деталей
Определим КИМ для N=5586
=![]()
На основании проведенных расчетов можно сделать вывод, что наибольшее значение коэффициента использования материала получается при раскрое листа с размерами 1600×4000мм по 2-му варианту раскроя полосы, т.е. наилучший КИМ равен 0,68 и N=5586 шт.
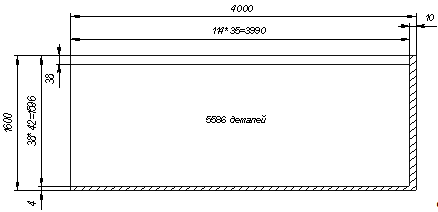
Рис.5.4 Схема раскроя листа1600х4000
Анализ дефектов детали и требований, предъявляемых к отремонтированной
детали
Анализ дефектов гильзы и требования, предъявляемые к отремонтированной гильзе. Дефектация деталей производится для оценки их технического состояния с последующей сортировкой на группы годности. Контроль при дефектации должен быть сплошным. Обязательно контроль должен быть инструментальным и многост ...
Проведение и руководство практическими работами по дисциплине
«Технология и оборудование ремонта автотранспорта» Одним из основных звеньев, в результате чего у студента формируются практические умения и навыки. В условиях профессионально-педагогического учебного заведения эту задачу выполняет, прежде всего, профессиональное обучение. В процессе изучения общет ...
Практические
работы по разделу «Система питания дизельного двигателя»
В процессе изучения этой темы учащиеся приобретают знания о назначении, устройстве, действии, неисправностях и техническом обслуживании основных частей системы питания дизеля. При выполнении практических работ школьники овладевают первоначальными знаниями, умениями частично разбирать и собирать топ ...


