
ТО-1
Проверить состояние и крепление сошки на валу рулевого механизма, шарнирных соединений продольной и поперечной рулевых тяг; проверить и отрегулировать зазор в шарнире продольной рулевой тяги.
Момент затяжки должен составлять:
— гайки сошки 25-30 кгс*м;
— гайки болта клеммового соединения сошки с шаровым пальцем 8—10 кгс*м;
— гаек шаровых пальцев продольной о поперечной рулевых тяг 23-27 кгс*м.
Для нормальной работы рулевого управления необходимо, чтобы в шарнирах продольной рулевой тяги был определенный зазор, в противном случае возможна поломка шаровых пальцев или тяги.
Регулировать (Рисунок 3.1) этот зазор в шарнирах нужно так: затянуть регулировочную пробку до упора, а затем отпустить ее до первого возможного положения для шплинтовки, но не менее ¼ оборота и зашплинтовать.
Проверить и при необходимости подтянуть крепление рычагов поворотных рычагов поворотных кулаков к корпусу гайки крепления шарового пальца к поворотному кулаку.
Момент затяжки гайки шпилек крепления рычага поворотного кулака к корпусу 16-18 кгс м, гайки крепления шарового пальца 22-28 кгс м.
ТО-2
Включает работы по ТО-1.
Смазать точки смазки рулевой привода.
При проверке и регулировке свободного хода рулевого колеса проверяется состояние сочленений тяг и рычагов.
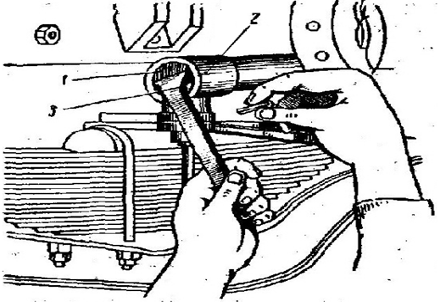
1 — пробка; 2 — отверстие для шплинта, 3 — отвертка.
Рисунок 2.1 - Регулировка зазоров в продольной тяге Зил-130.
Выбор и обоснование метода контроля
При выборе метода контроля руководствуются следующими положениями: - выбранный метод должен обеспечить максимальную вероятность выявления поверхностных и подповерхностных дефектов. - выбранный метод должен быть экономически эффективным. В связи с тем, что материал, из которого изготовлена вал редук ...
Анализ состояния метрологического обеспечения стадий ремонта
дизель-генераторной установки
Основной задачей ремонта является своевременная замена и восстановление изношенных деталей. Произведя анализ состояния метрологического обеспечения процесса ремонта дизель-генераторной установки, можно сделать следующие выводы: Качество производимых измерений износа и деформации деталей узлов и агр ...
Построение топливной характеристики автомобиля
При построении графика топливной характеристики установившегося движения для заданной скорости автомобиля на высшей передаче определяются следующие параметры. Обороты коленчатого вала двигателя, соответствующие заданной в км/ч скорости. Обороты изменяются в диапазоне от об/мин до об/мин. Значение м ...


